无论您是初次接触还是已经熟悉,我们的精密钢管,12CrMo 精密管生产厂家产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:亳州谯城精密钢管,12CrMo 精密管生产厂家的图文介绍


柔性精密无缝钢管有四层结构,内部一层是挤压成型的热塑性管,在传输液体中起密封作用;中间两层衬里用的是填充碳的聚乙烯管,它具有抵抗长期受紫外线辐射的能力,并能排除外部静电。外一层是挤压成型的厚外部护罩,用于保护管子底层不受外部影响。标准柔性精密无缝钢管适用的额定压力符合 ANSI 的分类,如等级 300 相当于 5.15MPa ;等级 400 相当于 6.89MPa ;等级 600 相当于 10.3MPa 。海上柔性精密无缝钢管的设计依据是 API 17J 、 17K 和 RP 17B 。陆上用柔性精密无缝钢管的设计标准稍偏离了 API 标准的要求,使用 API 17J 分类方法和材料,其压力、拉力和破坏极限均在规定的范围内。试验是按照 API RP 17B 的要求进行的。终端配件的设计要能满足维持结构的完整性,确保内、外挤压成型层密封的要求,并且能够保证将拉力和压力负载传递到管子结构上。终端配件的样品经过 和轴向拉力试验.
精密无缝钢管材料的强度和硬度增加,塑性变形再结晶温度,但塑性和韧性下降。也被称为冷作硬化。原因是,精密无缝钢管的塑性变形过程中,晶粒滑移,出现位错缠结,细长,破碎和纤维化的粮食,内部精密无缝钢管产生的残余应力。度与加工和表面层的加工和硬化层深度来表示通常比淬火硬度。



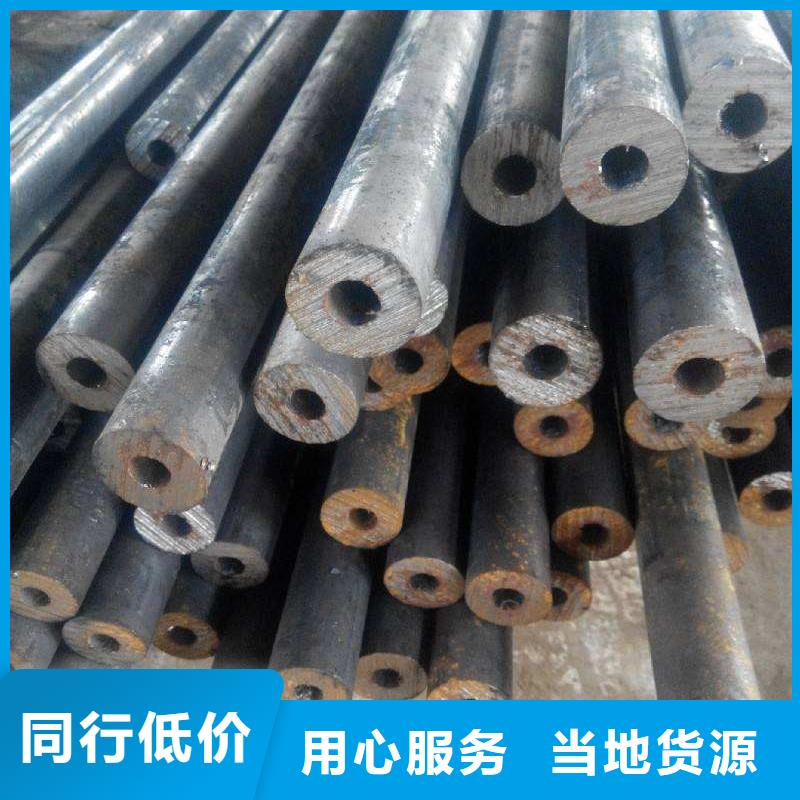
45#精轧管成品状况为:内外壁亮光无氧化层,精轧管光洁度很高,接受高压、无泄漏、高精细、高光洁度、冷弯不变形、扩口、压扁无裂缝、外表防锈处理,广泛用于液压体系用精细钢管、注塑机用精细钢管、液压机用精细钢管、船舶制作用钢管、EVA发泡油压机械、精细油压裁断机用无缝钢管、制鞋机械、液压设备、高压油管、液压油管、卡套接头、钢管接头、橡胶机械、锻压机械、压铸机械、工程机械、混泥土泵车用高压钢管、环卫车用、轿车行业、造船工业、金属加工、军工、柴油机、内燃机、空压机、建筑机械、农林机械等 ,完全可以代替同规范的进口45#精轧管.
机械生产中轿车、机械配件、精密仪器等用对钢管的精度、光洁度有很高请求的机械。如今的45#精轧管用户不仅对精度请求高、一起对光洁度请求也很高,因精细亮光无缝钢管精度高,公差能保持在2--8丝,所以很多机械加工用户为了节约工、料、时的损耗,用料将由无缝钢管或许圆钢正渐渐的转变为精细亮光无缝钢管.


融拓金属材料(亳州市谯城区分公司)自成立以来,一直以“诚信服务、诚信合作”的经营理念为基本准则,赢得了广大客户以及 [钢管]企业的信任和支持。欢迎广大新老客户前来洽谈。



一般情况下,建筑行业所需的管道用钢主要集中在三个领域:其一是我们常用的水、煤气(天然气)、消防用管等镀锌焊管;其二是建筑在建设过程中用的脚手架,这也是建筑行业一个重要钢管需求领域,其三则是建筑的排水管和供热管道。这三个领域是建筑行业中钢管的主要需求方向。
和油气管道运输中多用无缝钢管不同,建筑行业中所需的钢管多以焊管为主。之所以青睐焊管是因为这类钢管接头可以用直接焊接方式,操作方便,且埋入地基之后不会变形也不漏水,可靠。因此,焊管成了建筑行业钢管用钢的 。可是,和无缝钢管相比,焊管在耐腐蚀性等方面存在一定不足,因此,我们经常会看到住宅因为输水管道、输气管道老化而不断返修。但是,随着钢管行业新国标的贯标执行,这种情况可以得到大大改观。
以镀锌焊管这种建筑业常用的钢管为例,以前在上锌量没有固定的要求的时候,部分企业只是在表面镀一层锌,这类钢管在建筑采购使用之后用不到几年就会出现表层脱落的情况,进而整个钢管出现生锈的情况,严重损害了钢管的使用寿命


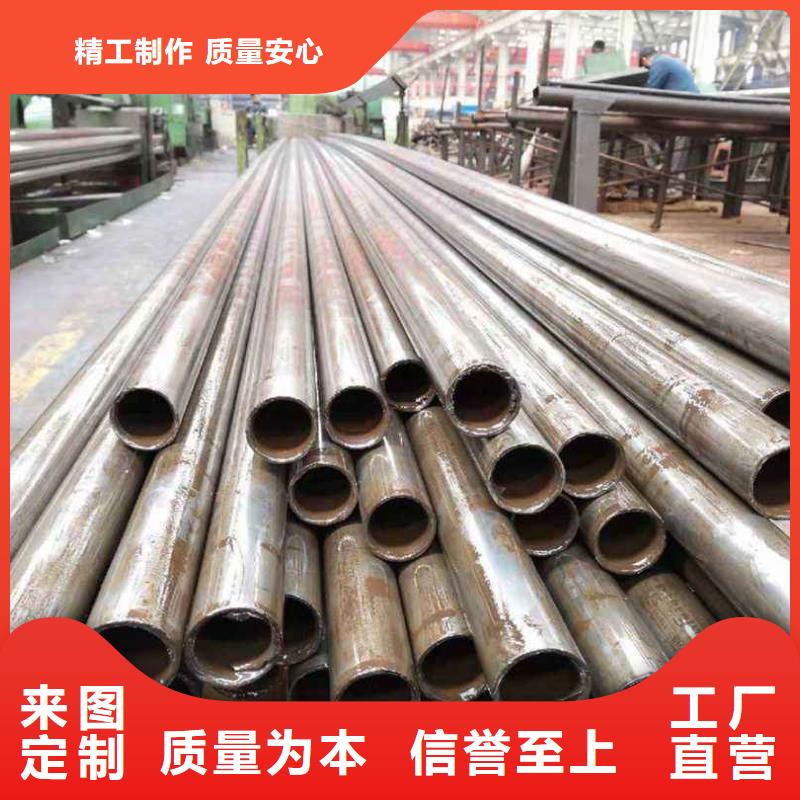
将精轧管送入精轧管机组,经多道轧辊滚压,精轧管逐渐卷起,形成有开口间隙的圆形精轧管,调整挤压辊的压下量,使精轧管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,精轧管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,精轧管热量过大,造成精轧管烧损;或者精轧管经挤压、滚压后形成深坑,影响精轧管表面质量。
精轧管温度主要受高频涡流热功率的影响,根据公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π式中:f-激励频率;C-激励回路中的电容,电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制精轧管温度的目的。对于低碳钢,精轧管温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,精轧管温度亦可通过调节精轧管速度来实现。







 扫一扫
扫一扫